국방품질연구회(DQS)가 전하는 품질 인사이트
DQS 매거진
박격포 장전장치 결함 개선사례를 통한 개발품질 발전방안
2024. 01. 31
글. 국방기술품질원 기동화력3팀 손민구 연구원
서론
국방기술품질원(이하 “기품원”)은 개발단계에서 운용·유지단계까지 전순기 군수품 신뢰성 확보를 목표하고 있다. 하지만 기품원과 개발 관련 기관들은 일정 및 인력의 제한으로 개발품질관리가 실효성 있게 수행되기 어려운 실정이다[1]. 이러한 사유로 개발품질문제가 개발단계에서 발견되지 못하고 양산 또는 운용·유지단계에서 발현될 때 결함처리 비용은 현격히 증가한다. 따라서 개발 이후 발생하는 품질문제를 환류하여 유사 무기체계에서 발생한 개발품질문제를 식별할 수 있는 과정을 추가하는 것이 필요하다. 본 기고에서는 박격포 품질문제 사례를 통해 무기체계 개발 시 개발품질문제 식별을 위해 참고할 사항에 대해 제시하였다.
박격포는 4.2” 박격포를 개량하여 통합전장관리체계(C4I) 지휘하에 사격제원을 하달받아 탄 이송, 반자동 장전, 격발을 통해 목표 지역을 타격하여 아군에게 화력지원을 하는 무기체계이다[2-3]. 박격포 개발 완료 후 기품원은 양산품질 확보를 위해 국방규격에 따라 사격시험을 통해 장비 성능을 확인하고 있다. 해당 국방규격을 준수하여 ‘22년 사격시험을 수행하는 중에 장비가 비정상 작동하며 장전장치가 파손되는 현상이 발생하였다. 장비 특성상 박격포 좌·우로 전시기를 운용하는 포수와 탄을 장전장치로 이송하는 탄약수가 있어 장전장치 파손으로 파편이 비산할 때 포수, 탄약수의 부상 위험이 있다. 또한, 장전장치 파손 과정에서 부품과 탄이 간섭될 경우 탄의 궤도가 틀어져 목표 지역 외에 탄이 떨어질 수 있다. 이 경우 민간피해와 산불 발생의 위험이 있어 장전장치 파손 현상은 피해 예방을 위해 개선이 필요하였다[4].
장전장치 결함 분석
장전 메커니즘
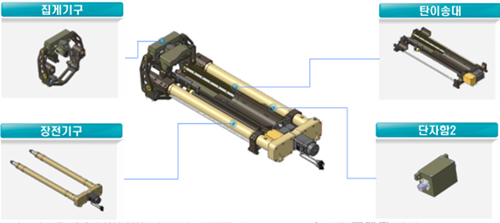
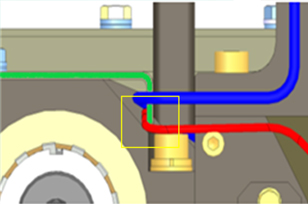
박격포 장전장치는 탄약을 포열 내부로 반자동 장전하는 장치이며, 주요 구성품은 그림 1과 같다. 장전 과정은 탄 공급(수동) 후 탄 이송대가 탄을 전진시켜 집게기구 위치로 이송한다. 이송이 완료되면 집게기구가 탄을 잡고 장전기구가 집게기구를 전진·후진시켜 탄을 기구적으로 장전한다. 단자함은 센서류 전원공급 및 회로분배 장치이며, 장전장치의 이송, 장전, 복귀 과정을 리미트스위치, 근접센서 등을 통해 장비가 장전 정상수행 여부를 확인할 수 있게 한다.
박격포 현황
사격 당시 상황
기품원은 국방규격 시험 항목에 따라 00발 사격을 통해 장비 성능을 점검하고 있다. 해당 국방규격을 준수하여 ‘22년 사격 기능 시험을 수행하는 중에 마지막 탄 격발 시 집게기구가 미복귀하여 폭압에 의해 장전장치가 파손되는 현상이 발생하였다. 사격 후 장전장치 파편이 비산하였으나 사격 인원은 안전구역에 있어 인명피해는 없었다. 발사된 탄은 표적 구역에 안착하여 물리적 간섭에 의한 궤도 틀림 현상은 없는 것으로 판단되며, 민간 또는 산불 등의 피해는 없었다.

박격포 점검
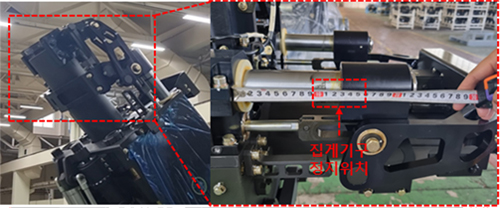
파손된 박격포 회수 후 기능 점검 시 장전장치 구성품 중 표 1과 같이 집게기구, 장전기구, 센서 케이블 손상을 확인하였다. 집게기구 및 장전기구는 폭압에 의한 직접 손상의 가능성이 있는 부위이나 센서류 케이블은 사격 충격력과 무관한 부위이므로 사격 전 손상되었을 것으로 판단되었다. 파손품의 특징 중 하나는 그림 3과 같이 장전기구가 박격포에서 약 150cm 전진 상태에서 멈춰 있는 것이다. 사격 영상을 분석한 결과, 집게기구 정지 후 폭압에 의해 파손되었으며, 사격 메커니즘을 고려하였을 때 집게기구가 복귀 전 멈추는 프로세스는 없어 해당 현상은 비정상 정지로 확인되었다. 그 외 하위 부품의 작동 및 외관 상태는 양호하였으며, 사격 시 집게기구 비정상 정지 외 정상 격발 및 탄이 표적 구역에 안착하여 장전장치 외 부품은 정상인 것으로 판단하였다.
| 구성품 | 점검 결과 |
|---|---|
| 집게기구 | 파손 |
| 탄이송대 | 이상없음 |
| 장전기구 | 전진상태, 휨 발생 |
| 센서류 | 이상없음 |
| 케이블류 | 리미트스위치 케이블 손상 |
표 1. 장전장치 작동 및 외관상태 점검결과

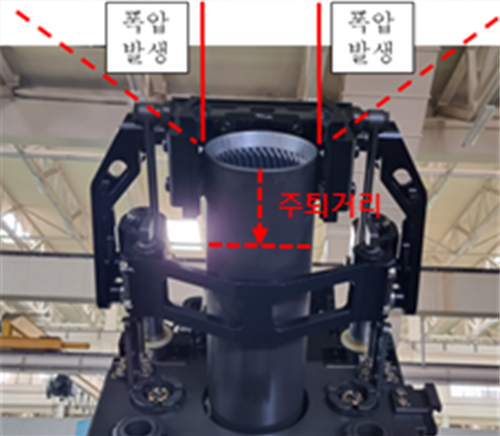
파손품의 또 다른 특징은 장전기구의 휨 현상이다. 사격 시 포열 내부는 탄 구성품에 의해 밀폐되어 추진제 폭압에 의해 탄이 전진하고 그 충격력으로 포열은 후퇴(주퇴)한다. 탄 발사 후 그림 4와 같이 폭압 구간이 발생하는데 포열 후퇴 시 집게기구가 미복귀 상태에서 폭압 구간에 직접 노출되어 파손되었다. 집게기구 전·후진을 위해 장전기구와 집게기구는 연결되어 있어 폭압 충격으로 집게기구가 파손될 때 장전기구 역시 휨이 발생하였다.
원인분석
요인식별
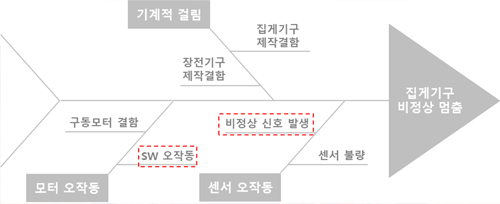
집게기구 비정상 정지 현상을 유발할 수 있는 요인으로 그림 5와 같이 기계적 걸림, 모터 오작동, 센서 오작동의 가능성을 검토하였다. 집게/장전기구 제작결함, 구동모터 결함, 센서 불량의 요인은 표 1의 박격포 하위 부품 식별 시 정상상태를 확인하였으며, 사격 당시 집게기구 등 하위 부품 결함이 있었다면 일반적으로 초탄에서 집게기구 정지 현상이 발생한다. 하지만 사격시험에서 마지막 탄을 제외한 사격에서 정상 작동하였으므로 집게기구 등 하위 부품에서의 결함은 없는 것으로 판단하였다.
하위 부품 점검 결과와 사격 당시 상황을 고려하였을 때 집게기구 정지 현상의 주요 요인으로 그림 5와 같이 구동 모터 S/W와 리미트스위치 센서 비정상 신호 발생이 있다. 구동 모터 S/W는 장전 단계별 센서값 확인을 통해 정상·비정상을 식별하여 장전장치 구동 진행 여부를 결정한다. 그림 3과 같이 박격포 본체에서 약 150cm 떨어진 지점은 구동 모터에서 센서값을 확인하는 것이 불필요한 구간이므로 해당 위치에서 멈춘 것은 비정상 작동으로 판단되었다. 또한, 장비 점검 시 리미트스위치 케이블에 손상을 확인하여 센서 비정상 신호와 구동 모터 S/W 비정상 작동이 연계되어 집게기구가 비정상 정지했을 것으로 추정하였다.
리미트스위치 오작동
H/W 요인
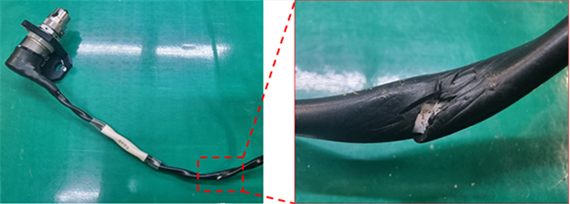
하위 부품 장비 점검 시 단자함을 포함한 센서류 점검과정에서 그림 6과 같이 리미트스위치 케이블 손상을 확인하였고, 금속 물질과 접촉하였을 때 리미트스위치 ON 작동하는 것을 확인하였다. 케이블 손상이 발생한 부위는 그림 7과 같이 외부 환경으로부터 부품을 보호하기 위한 보호 커버와 조립되는 부위이다. 하지만 작업자 조립 실수로 인해 덮개와 케이블 간섭되었고, 사격 충격력에 의해 손상이 진행되다가 금속 덮개와 합선이 발생하여 리미트스위치가 OFF 상태1)에도 합선으로 인해 ON 신호2)를 유지하는 것으로 판단하였다.
구동 모터 S/W 요인
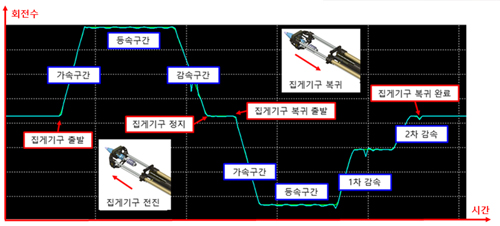
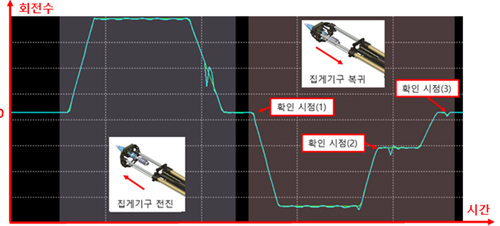
집게기구는 탄을 잡고 전진하며, 복귀 중 탄을 포열로 장입한 후 원래 위치로 복귀한다. 장전 과정에서 구동 모터는 그림 8과 같이 집게기구 출발(회전수“0”)을 기점으로 전진(회전수“+”)과 후진(회전수“-”)을 반복한다. 리미트스위치는 집게기구가 정상적으로 복귀하였는지 확인하기 위한 센서로 그림 9 ‘확인 시점(3)’에서 확인하여 정상 복귀를 판단한다. ‘확인 시점(1)/(2)’는 복귀 시작 시점과 탄 포열 장입 시점이다. 개발단계에서는 집게기구 정상작동 여부를 판단하기 위해 장전 구간을 나눌 필요성이 있었으나 양산에서는 장전 단계별 관측이 불필요하다. 개발 후 ‘확인 시점(1)/(2)’는 삭제 후 ‘확인 시점(3)’에서 집게기구 복귀 여부를 확인해야 했으나 삭제가 누락 되었다. 사격시험 당시 집게기구가 정지한 위치는 ‘확인 시점(2)’의 탄 장입 직후이며, 리미트스위치 케이블 손상이 진행되다가 ‘확인 시점(2)’ 직전에 합선이 발생하여 리미트스위치 ON 신호가 감지되어 장비가 정지하였다. ‘확인 시점(1)’은 탄 장입 전으로 장비 비상정지가 가능하며, 정지 시 폭발 영향성은 없다. 하지만 ‘확인 시점(2)’에서 장비가 정지할 경우 탄은 이미 장입된 시점으로 장비 비상정지 스위치를 작동하여도 탄 발사는 멈출 수 없어 해당 현상은 개선이 필요하였다.
재현시험
그림 9 ‘확인 시점(2)’에서 합선을 가정하여 단자함 내부 신호를 연결하였을 때 박격포 몸체에서 약 130cm 지점에서 집게기구가 정지하여 사격 당시 현상이 재현됨을 확인하였다. 그림 3의 파손품 정지 위치와 약 20cm 차이가 있으나 폭발에 의한 외력을 고려하였을 때 집게기구 비정상 정지 현상과 유사한 것으로 판단하였다.
개선방안
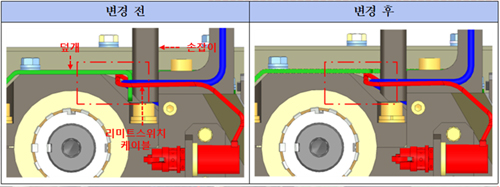
리미트스위치 케이블 간섭을 개선하기 위해 덮개 형상을 그림 11과 같이 개선하였다. 덮개 형상 중 삭제된 부분은 케이블을 외부로부터 보호하기 위해 설계되었으나 손잡이 부품이 그 역할을 대신할 수 있어 덮개 형상의 수정이 타당한 것으로 판단하였다. 또한, 양산에서 불필요한 그림 9 ‘확인 시점(1)/(2)’를 삭제하여 합선이 발생하여도 집게기구가 복귀할 수 있도록 S/W 수정을 완료하였다.
개발품질 발전방안 및 결론
박격포 장전장치 파손 현상의 원인은 리미트스위치 비정상 신호 발생과 구동 모터의 개발용 S/W이다. 리미트스위치 비정상 신호 발생은 덮개와 케이블 간섭으로 케이블 손상이 원인이며, 구동 모터의 개발용 S/W가 장전장치 구동과 관계없는 위치에서 리미트스위치 비정상 신호 값을 확인하여 장전장치 비정상 정지 현상이 발생하였다. 구동 모터의 개발용 S/W의 경우 개발단계에서는 장전 구간별 작동 최적화를 위해 단계별 확인 구간이 나눠질 필요가 있었으나 개발 완료 후 개발용 S/W가 양산품에 그대로 탑재되어 품질문제가 발생하였다. 양산단계에서 품질문제 없이 개발용 S/W를 양산에 맞게 수정하는 사례도 있으나 장전장치 파손 현상 사례처럼 개발용 S/W가 품질문제를 일으키는 사례도 존재한다. 따라서 개발단계에서 사용한 S/W를 양산단계에 맞게 바꾸는 검토과정을 추가할 필요성이 있다. 개발절차 중 S/W 검토절차를 수행하기 적합한 단계는 개발 완료 시점인 체계개발 단계로 판단된다. 그 이유는 개발 관련 기관들이 체계개발 시 단계별 기술검토 회의 및 국방규격 제정을 위해 기술검토를 수행하는 절차가 있기 때문이다. 따라서 국방규격 제정 전 S/W 산출물 기술검토 회의 시 핵심부품 개발용 S/W를 양산품 작동 메커니즘과 연계하여 불필요 S/W 코드를 검토하는 절차를 추가한다면 장전장치 파손 현상과 같은 사고를 예방할 수 있을 것이다.
-
- 1) OFF 상태 : 집게기구 출발 후 복귀 전으로 리미트스위치가 물리적으로 눌러지지 않은 상태
- 2) ON 신호(상태) : 집게기구 복귀 상태로 리미트스위치가 물리적으로 눌러진 상태
- 참고문헌
-
- 1. 방위사업청/국방기술품질원, 무기체계 연구개발단계 품질관리 기술지원 가이드북, 2020.
- 2. Ho Park, "A Study on the Development of C4I for Future Joint Battlefield Command and Control", Defense & Technology, No.501, pp.34-43, 2020.
- 3. Joonhyun Cho, Taesoo Kwon, Deokjin Jeong, Yoojin Yim, "Study on Solid Rocket Propellants for 000mm Mortar", Journal of the Korean Society of Propulsion Engineers, Fall conference, pp. 173-176, 2009.
- 4. 박혁수 기자, “매해 반복되는 군 사격장 산불... 올해만 ‘축구장 103개’ 잿더미, 한겨레 신문, 2023.