국방품질연구회(DQS)가 전하는 품질 인사이트
DQS 매거진
K1A1 전차 사격회로시험기 스트립 복원력 개선사례
2025. 01. 31
글. 국방기술품질원 기동화력4팀 윤준호 연구원

서론
전차 사격회로시험기는 전차의 핵심기능인 사격 기능을 전기적, 기계적으로 종합 점검하는 장치이다. 전차 사격 시 사격 전압 및 사격 전류를 측정할 수 있으며 사격회로를 검사할 수 있다. 사격회로시험기의 구조는 크게 몸체부, 단자부로 구성된다. 몸체부는 전차의 종류에 따라 형상이 달라지며 폐쇄기와의 호환 여부를 책임진다. 단자부에서는 전류가 입력되면 측정 단자와 접지 단자의 전압 차에 의해 사격 신호가 입력된다. 사격회로시험기 스트립은 단자 부에서 공이와 직접 접촉하는 측정 단자를 의미한다. 사격 기능 점검 시 공이로 인해 스트립의 형태가 변형되며 재사용을 위해서는 원래의 형태로 복원되어야 한다. 즉, 스트립의 복원력은 사격회로 시험기 기능과 직결된 가장 중요한 성능 중 하나이며, 사격회로시험기의 품질개선 요소이다. 스트립의 재질은 상업용 고강도 베릴륨동 합금을 사용하고 있으며, 충분한 복원력을 위해 시효경화처리가 필수적이다. 시효경화처리는 특정 온도 구간과 시간에 걸쳐 베릴륨 또는 베릴륨 화합물을 석출시켜 기계적 강도를 증가시키는 방법으로써 그 강화기구는 명확하게 밝혀진 상태이며, 해당 합금 강화에 대한 경화 특성을 최대화하는 연구도 보고된 바 있다[1]. 그러나 베릴륨동 합금 시효경화처리 관련 연구들에서 복원력 특성 변화를 분석하는 보고는 전혀 없다.
본 기고문에서는 사격회로시험기 스트립의 복원력 관련 요인을 분석하고 복원력 향상에 관한 품질개선 사례를 소개하고자 한다.
원인 분석
사격회로시험기 구조
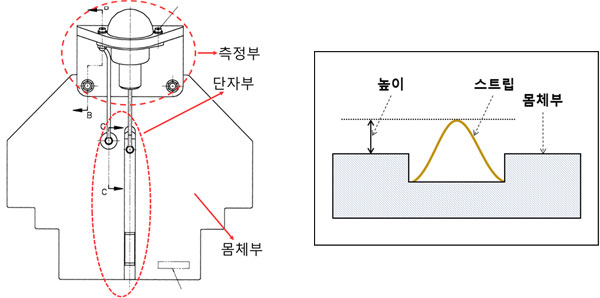
사격회로시험기는 그림 1에서 볼 수 있듯이 크게 몸체부, 단자부, 측정부로 구성된다. 몸체부는 전차의 종류에 따라 형상이 달라지며 폐쇄기와의 호환 여부를 책임진다. 단자 부에서는 전류가 입력되면 측정 단자와 접지 단자의 전압 차에 의해 사격 신호가 입력된다. 측정부에서는 단자부에서 입력된 전기적 신호를 정량적으로 측정하는 역할을 한다.
사격회로시험기 스트립은 단자부에서 공이와 직접 접촉하는 측정 단자를 의미한다. 그림 1에서 사격회로시험기와 스트립의 구조에 관해 설명한다. 몸체부 후면에 고정된 스트립(측정 단자)은 몸체부 후면보다 높은 유효높이를 가진다. 공이와 접촉하게 되면 스트립은 일시적으로 몸체부에 해당하는 높이까지 내려간다. 그 후 공이와 떨어지면서 원래 높이로 복원하는데, 해당 유효높이가 몸체부보다 낮으면 후면의 폐쇄기와 접촉되지 않아 기능이 정상작동하지 않는다. 스트립은 0mm보다 큰 유효높이로 돌아갈 수 있는 복원력이 필요하다.
변형 요인 분석
스트립의 변형은 그림 2에서와같이 공이시험을 진행하면 사격회로시험기 후면의 폐쇄기 접촉부위인 스트립이 유효높이가 변화하는 현상을 의미하며 원래의 형태로 복원되지 않아 몸체부보다 낮아져 재사용이 불가한 현상이 발생하였다.
스트립의 기술자료에 명기된 재질인 KS C1700S-H 또는 C1720S-H 재질은 존재하지 않고, KS D 5202의 C1700P-H 혹은 C1720P-H로 확인되었다. 해당 재질은 베릴륨동 합금으로 1.60~2.00% Be, 0.2% 이상의 Ni+Co, 0.6% 이하의 Ni+Co+Fe, 그 외 구리로 구성된다. 특성으로는 내식성이 좋고 시효경화처리 전에는 전연성이 우수하며 시효경화처리 후에는 강에 가까운 높은 강도와 내피로성, 도전성이 증가한다. 이러한 물성을 바탕으로 다양한 전자, 기계 부품에 적용되고 있다.
사격회로시험기 스트립의 복원력은 해당 재질의 탄성에 해당하며 외부 스트레스를 받은 금속이 원래의 형태로 돌아가는 성질을 의미한다. 따라서 복원력과 관련된 요인으로 재질의 종류와 탄성 특성인 항복강도가 있다. 재질의 종류의 경우 사격회로 시험기 스트립은 기술자료 상 상업용 고강도 베릴륨동 합금으로 특정되어 사용한다. 항복강도의 경우 해당 재질의 소성변형이 발생하지 않도록 되돌아오는 탄성변형 구간에 대한 특성으로써 시효경화처리 공정으로 강화할 수 있다. 시효경화처리는 특정 온도 구간과 시간에 걸쳐 베릴륨 또는 베릴륨 화합물을 석출시켜 기계적 강도를 증가시키는 방법으로써 그 강화기구는 명확하게 밝혀진 상태이며, 해당 합금 강화에 대한 경화 특성을 최대화하는 연구도 보고된 바 있다. 해당 합금의 시효경화처리는 일반적으로 200℃ 이상 650℃ 이하 온도 범위에서, 1분 이상 24시간 이하로 공정이 이루어진다. 따라서 항복강도 관련 요인으로 시효경화처리 공정온도 및 공정시간을 개선할 수 있다.

시효경화처리
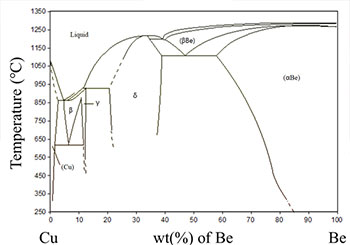
그림 3에서는 베릴륨동 2원 합금 계의 평형 상태도로 다양한 평형 상이 존재한다. 그중에서 주요 평형 상인 α상은 면심입방정(FCC)의 구조를 가지며 약 1085℃까지 안정하다. γ 상은 단순입방정(SC)의 구조로 Cu와 Be가 1:1의 비율로 존재한다. 시효경화처리에서는 해당 합금의 Co, Ni로 인해 격자결함이 발생하여 γ 상의 불연속 석출을 방지하며 더욱 균일한 석출이 발생한다. 해당 강화기구는 용체화 온도에서 급랭으로 Be 원자가 Cu에 α‘상으로 과포화고용된 후 시효처리로 {100}면에서 형성하고 자라면서 γ’ 상이 GP zone에서 핵생성 한다. GP zone의 용해 온도인 약 320℃ 이상에서는 γ‘상이 균일 핵생성하며 합금이 연화되기 시작한다. 380℃ 이상에서는 불연속 석출이 발생하며 합금의 기계적 특성이 저하된다. 1969년도에 보고된 연구에 따르면 베릴륨동 합금을 시효경화 처리하고 경도 측정 및 광학현미경과 투과전자현미경을 통해 강화기구를 연구하여, α 상에서 GP(Ⅰ) zone, GP(Ⅱ) zone, γ’ 상, 변칙적 γ‘상으로 상변화가 발생하는 것을 확인하였다[2]. 이후 Cu-2wt% Be 합금의 시효경화처리 과정을 분석하고 핵 형성 이론 관점에서 연구한 논문이 보고되었으며 특히 준 안정상이 GP zone보다 먼저 형성되는 것을 관측하였고 준 안정상에 대한 보다 명확한 명명법을 제시하였다[3].
개선 방안
실험방법
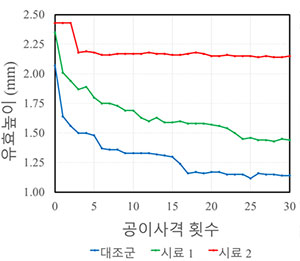
시효경화처리 공정온도와 공정시간에 따라 해당 물성을 강화해 사격회로시험기 스트립의 복원력을 향상할 수 있다고 판단했으며, 표 1에서 시효경화처리별 시료를 정리한다. 시료별 30회 공이사격 테스트를 진행 후 그림 4에서와같이 변화된 스트립의 길이를 각각 비교하였다.
| 실험조건 | 대조군 | 시료 1 | 시료 2 |
|---|---|---|---|
| 공정시간 | 0 시간 | 3 시간 | 2.5 시간 |
| 공정온도 | 20 ℃ | 650 ℃ | 315 ℃ |
| 유효높이 | 2.07 mm | 2.35 mm | 2.43 mm |
표 1. 시효경화처리별 시료 종류
실험결과
실험을 위해 업체의 기존 시효경화처리 방식인 시료 1, 변화된 시효경화처리 방식의 시료 2, 시효경화처리를 하지 않은 대조군 시료를 각각 30회 공이 사격을 통해 스트립 유효높이의 변화를 측정하였다. 스트립 유효높이는 그림 1의 높이와 같으며 주변 몸체부 높이를 기준으로 설정하였다. 공이 사격에 따른 최종 길이 변화량은 대조군이 0.93 mm, 시료 1이 0.91 mm, 시료 2가 0.29 mm 순으로 감소하였음을 볼 수 있었다. 기존 공정온도 650℃ 대비 개선 공정온도는 315℃로 감소하였으며, 기존 공정시간 3시간 대비 개선 공정시간은 2.5시간으로 30분 감소하였다. 해당 공정시간과 공정온도는 선행연구를 참고하여 제한된 업체와 군의 실험환경으로 고정되어 진행되었다. 10회, 20회 및 30회에서의 누적압축변형률을 각각 비교·분석하여 복원력 특성이 온도 조건에 의해 오히려 감소하였음을 알 수 있었다. 표 2을 참조하면 10회까지 누적압축변형률은 대조군이 35.7 %p, 시료 1이 28.1 %p, 시료 2가 10.7 %p 순으로 감소하는 것을 볼 수 있었다. 20회 및 30회까지의 누적압축변형률도 같은 경향을 볼 수 있었다. 하지만 20회에서 30회까지 발생한 압축변형률은 대조군이 1.4 %p, 시료 1이 5.5 %p, 시료 2가 0.4 %p로 시료 1이 대조군보다 많이 변형이 발생한 것을 볼 수 있었다. 이를 통해 기존 시료의 경우 0에서 30회까지 소성변형이 지속해서 발생하는 것과 이미 소성변형이 종결된 대조군에 비해 길이 변화량이 짧으므로 어느 정도의 복원력은 가지고 있으나 10회당 구간 압축변형률이 30회 구간에서도 5.5 %p로 강화 시료보다 매우 높은 것을 볼 수 있었다. 강화 시료의 경우 10회 구간 내에서 소성변형이 종결되고 이후 탄성변형에 의해 원래 높이로 복원(10회당 누적압축변형률 1 %p 이하)하는 것으로 보았을 때 충분한 탄성 특성을 얻었다고 추론할 수 있다.
| 공이시험 | 대조군 | 시료 1 | 시료 2 |
|---|---|---|---|
| 10 회 | 35.7 %p | 28.1 %p | 10.7 %p |
| 20 회 | 43.5 %p | 33.2 %p | 11.5 %p |
| 30 회 | 44.9 %p | 38.7 %p | 11.9 %p |
표 2. 유효높이 누적압축변형률
결론
본 기고에서는 K1A1 전차 사격회로시험기 스트립 변형 현상에 대한 원인을 분석하고 공정개선을 통해 품질개선을 한 사례를 소개하였다. 실험결과에 따라 스트립의 복원력뿐만 아니라 개선 공정온도는 315℃, 개선 공정시간은 2.5시간으로 기존 공정온도, 공정시간 대비 모두 개선된 것을 볼 수 있다. 향후 추가로 수행해야 할 연구로는 온도별, 시간별 독립시행으로 데이터를 정량화하여 최적의 공정온도와 공정시간을 도출하는 연구를 수행할 수 있다. 이후 최적 조건을 찾는 회귀 분석 방법인 반응표면분석(Response surface methodology)을 바탕으로 수치해석을 수행하여 더욱 정밀한 최적값을 도출하는 연구를 수행하고 스트립의 내구수명 한계점을 판단하여 교체주기를 예상하는 연구를 수행할 수 있다. 이러한 연구들이 수행될 시 베릴륨동 합금 스트립의 탄성 특성이 더욱 강화될 뿐 아니라 적용되는 제품들의 유효 수명이 개선될 것으로 기대한다.
- 참고문헌
-
- 1. C. J. Kim, H. U. Kim "Development trend of Cu-Be alloy technology.", Machinery & Materials, 5(4), pp. 67-86, 1993.
- 2. Henmi, Z., & Nagai, T. "Mechanism of precipitation hardening in Cu–Be alloys.", Transactions of the Japan Institute of Metals, 10(3), pp. 166-173, 1969.
- 3. Rioja, R. J., Laughlin, D. E. "The sequence of precipitation in Cu-2w/0 Be alloys.", Acta Metallurgica, 28(9), pp. 1301-1313, 1980.